


Detta är en vinflasköppnare gjord av zinklegeringsmaterial, skruven tillverkad av högkvalitativt kolstål, är tillverkad i en spiraldesign genom CNC-bearbetning, med toppen optimerad som en spetsform. Vår modellnummer är H974, vi välkomnar kunder att fråga efter prissättning och begära gratisprover.
Tillverkningsprocessen för denna flasköppnare innefattar i första hand fem nyckelsteg: pressgjutning, materialbrytning, polering och rengöring, galvanisering och montering.


Denna öppnare väger 135 gram, med 3 st av grovtillbehören som är relativt lätta i vikt. Under trycket från en 88-tons varmkammarpressgjutmaskin kan den till fullo uppfylla produktkraven. Densiteten hos zinklegeringsgjutgods är nära relaterad till utrustningens arbetstryck, endast inom ett lämpligt intervall kan kvaliteten på produktkraven och metodkomponenterna uppfylla de mest lämpade för produktkraven, och de mest lämpliga kraven. 88-tons maskin för denna korkskruv kan både säkerställa produktkvalitet och tillräckligt sänka produktionskostnaderna.
Den här produktens formdesign ger en utmatningshastighet på cirka 3000 formar var åttonde timme. Jämfört med vanliga formar med en hålighet är den 30-40 % snabbare, vilket sparar mer än dubbelt så mycket produktionstid.

Efter slutförandet av pressgjutningen av denna korkskruv, antar den denna form, varje komponent behåller fortfarande portmärken och överskottskanter som måste tas bort, så det efterföljande produktionssteget är avgradning, vilket kräver att arbetare utför rent manuellt arbete. Detta beror på att korkskruven, vitlökspressen, nötknäckarna, pizzoskäraren är en manuell tillverkning, allt är manuellt. nödvändigt för att säkerställa att produktytorna inte skadas, bibehålla efterföljande bearbetningskvalitet, undvika ökade skrotrisker och ådra sig extra kostnader. Arbetare för denna process behöver lång erfarenhet och tillräckligt tålamod och de kan ge många effektiva och genomförbara förslag för att hjälpa till att förbättra designen för komplexa produkter och formkonstruktioner. Därför kräver dessa arbetare långvarig erfarenhet för att skaffa sig sådan erfarenhet och vi har tränat på att skaffa sig många sådana arbeten.
Efter att ha tagit bort grader och kanthörn från vinkorkskruvsämnena fortsätter produktionsprocessen till polering och rengöring. Vårt företag har över tio rengöringsmaskiner och ytfinishutrustning, vilket gör det möjligt för oss att bibehålla enhetlighet och konsistens i produktens ytbehandling. Den största fördelen med denna operation är att alla färdiga produkter kommer att ha en enhetlig ytfinish.


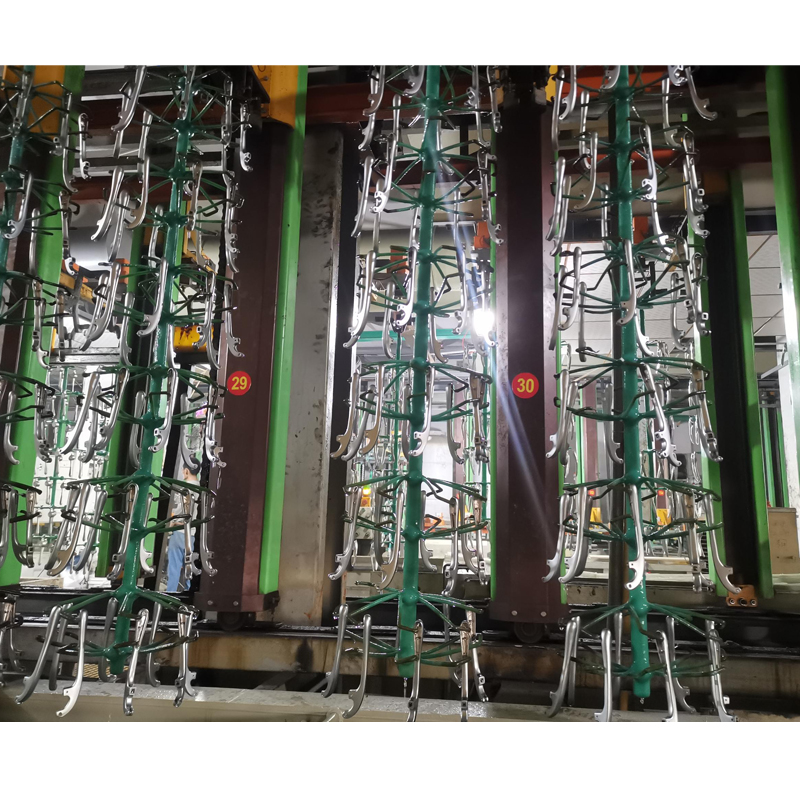
Beläggningarna på alla komponenter i korkskruven använder vanligtvis galvanisering eller målningsmetoder, för den här illustrationen kommer vi att fokusera på galvanisering. Galvaniseringsbearbetningen slutförs av en utlagd leverantör, vilket kräver högspecialiserade anläggningar, utrustning och industriingenjörer med många års erfarenhet inom sitt område, tillsammans med många grundläggande tekniker och upprätthåller en långvarig och komplex arbetsprocess med leverantörer. branscherfarenhet, vilket säkerställer produktstabilitet. Detta säkerställer också att olika produktionsproblem som uppstår under tillverkningen kan lösas snabbt, professionellt och effektivt. Dessa arrangemang hjälper till att säkerställa produktionscyklerna för artiklar som vintillbehör, köksutrustning och korkskruvar, samtidigt som de stödjer kundernas försäljningsplaner.



Hela korkskruven har nått sin slutprocess, vilket är montering. Först klassificerar vi alla bearbetade halvfärdiga delar efter komponenttyp. Kvalitetskontroll (QC) personal genomför preliminära inspektioner för att bekräfta att dessa halvfärdiga delar uppfyller alla produktspecifikationer för funktionalitet, färg och ytkvalitet. Kvalificerade och defekta delar genereras sedan separat och hanteras sedan separat och rapporteras separat. Produktionsavdelning och lageravdelning. Efter den etablerade produktspecifikationsmanualen lagras kvalificerade halvfabrikat i lager och går sedan in i produktionslinjen för montering.






Efter avslutad produktion genomgår de färdiga produkterna en sekundär inspektion för att bekräfta att produktkvaliteten uppfyller specificerade standarder. Produktionsbatchnummer och kundidentifierare är markerade, följt av omfattande förpackningsoperationer. När den slutliga inspektionen av de förpackade färdiga produkterna har slutförts, överförs de till färdigvarulagret, där de väntar på kundmeddelande för leverans.













 fabriksmässan")